



Specifikace plísní
|
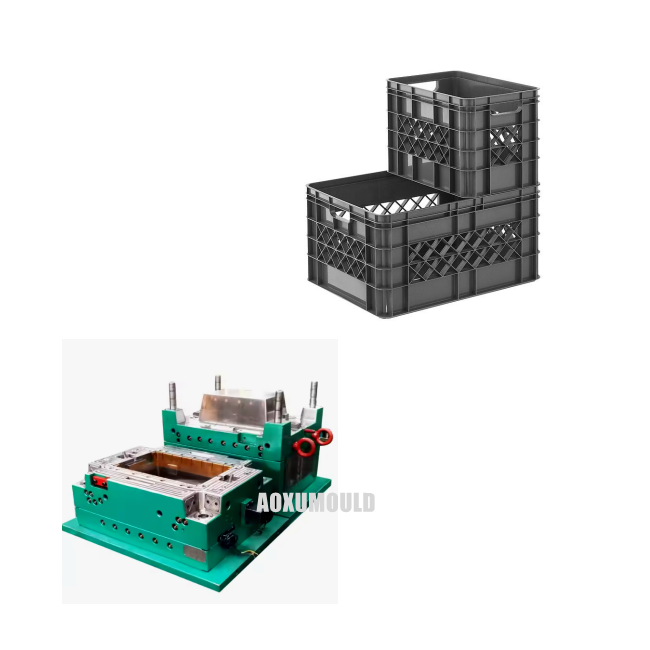
Název formy |
Plastová stohovatelná úložná bedna |
|
Materiál produktu |
HDPE polyethylen |
|
Velikost produktu |
L 570 x W 370 x H 205 mm |
|
Hmotnost produktu |
1,57 kg |
|
Materiál formy pro dutinu a. Jádro |
P20/718H/H13 |
|
NOS dutiny |
1 dutina |
|
Injekční systém |
Horký běžec |
|
Vhodný injekční stroj |
650T |
|
Velikost plísně |
850x580x900 mm |
|
Hmotnost formy |
3200 kg |
|
Životnost formy |
více než 500, 000 PCS |
|
Dodací lhůta |
55 dní |
Proč potřebujeme plísně pro plastové skladovací bedny?

Musíme vyrobit plíseň pro plastové bedny z několika důvodů.
1. Forma dává plastové bedny jeho specifický tvar. Umožňuje vytvoření konzistentního a přesného designu. Například, pokud chcete, aby všechny bedny měly stejné velikosti a vnější rozměry úhledně naskládat, forma zajišťuje tuto uniformitu.
2. umožňuje hromadnou výrobu. Jakmile je forma vyrobena, lze mnoho identických plastových úložných bedrátů rychle a efektivně vyrábět. Je to mnohem praktičtější než pokusit se utvářet každou bednu ručně, což by bylo velmi čas - náročné a vedlo by k mnoha variacím produktů.
3.. Kvalita hotového produktu může být lépe ovládána formou. Forma může být navržena tak, aby vytvořila bednu se správnou tloušťkou a pevností v nezbytných oblastech, což činí bednu odolnější a vhodnější pro zamýšlený účel.
JakLitíPlastové skladovací bedny?
Jak navrhnout plastovou skladovací formu?
1. Produkční analýza
• Důkladně porozumět tvaru, velikosti a strukturálním požadavkům úložné bedny. Zvažte podrobnosti, jako je výška, délka, šířka a všechny speciální funkce, jako jsou držadla, kompartmenty nebo prvky stohování.
• Analyzujte zatížení a zamýšlené použití bedny k určení vhodné tloušťky stěny a zesílení. Například, pokud má bedna držet těžké předměty, mohou být potřeba silnější stěny.
2. by měl výběr typu
• Rozhodněte se mezi dvěma destičkovými formami nebo formou tří desek. Forma dvou desek je jednodušší a častěji se používá pro méně složité díly. Forma pro tři - desky může být lepší pro díly s funkcemi, které vyžadují složitější hradlování, jako je více dutinových plísků pro vysokofrekvenční objemovou produkci.

3. Konstrukce kavity a jádra
• Navrhněte dutinu tak, aby vytvořila vnější tvar bedny a jádro, aby formoval vnitřní část. Ujistěte se, že na bočních stěnách je dostatek úhlu ponoru (obvykle 1 - 3}), aby bylo možné snadné vyhození části z formy.
• Zvažte umístění libovolných vložek nebo funkcí, jako jsou šrouby nebo závěsy, a navrhněte dutinu a jádro, aby je pojaly přesně.
4.Gating System
• Vyberte vhodnou metodu hradlování. U plastových skladovacích beden, lze vzít v úvahu hradlové hrany nebo horké hradlové hračky. Okrajové hradlování je jednoduchá volba, která umožňuje roztavenému plastu vstoupit do dutiny formy z okraje. Horké - běžecké systémy mohou snížit odpad materiálu a zajistit lepší kontrolu nad procesem injekce.
• Vypočítejte velikost brány na základě charakteristik objemu a průtoku plastového materiálu, abyste zajistili rovnoměrné vyplnění dutiny formy.
5. Systém chlazení
• Navrhněte efektivní systém chlazení pro zkrácení doby cyklu. Chladicí kanály jsou obvykle vyvrtány do plísních desek poblíž dutiny a jádra. Rozložení kanálů by mělo být takové, aby poskytovalo jednotné chlazení přes část, aby nedošlo k deformaci.
• Zvažte použití přepážek nebo bubblerů v chladicích kanálech pro efektivnější chlazení oblastí s tlustšími řezy.
6. Ejekční systém
• Vyberte vhodný ejekční mechanismus, jako jsou vyhazovací kolíky, striptérské desky nebo vyhazování vzduchu. Obyčejná kolíky se běžně používají a měly by být umístěny do oblastí, které mohou poskytnout dostatečnou sílu, aby se díl vytlačily z formy, aniž by ji deformovaly.
• Vypočítejte vyhazovací sílu požadovanou na základě geometrie části a tření mezi plastem a povrchem formy.
7. by měl výběr materiálu
• Vyberte materiál formy, který vydrží vysoký vstřikovací tlaky a teploty. Mezi běžně používané materiály zahrnují ocelí nástroje jako P20 nebo H13. Volba závisí na faktorech, jako je objem výroby, typ použitého plastu a požadované povrchové úpravy.
8.Tolerance a Precision Design
• Nastavte vhodné tolerance pro rozměry dutiny a jádra formy, abyste zajistili, že vyrobená úložná bedna splňuje požadované specifikace. Zvažte faktory, jako je smršťování plastového materiálu během chlazení.
• K dosažení požadované úrovně přesnosti použijte techniky přesného obrábění a metody kontroly kvality.
Typ oceli pro plastovou skladovací bednu

Pokud jde o typy oceli pro plastové skladovací formy, několik možností se běžně používá:
1.P20 Ocel
Charakteristiky: Jedná se o předem tvrzenou ocel s dobrou machinatelností. Má relativně dobrou rovnováhu tvrdosti a houževnatosti. Tvrdost se obvykle pohybuje od 28 - 36 Hrc.
Výhody: Během procesu formování vydrží tlaky vstřikování. Je vhodný pro střední objemovou výrobu plastových dílů, jako jsou skladovací bedny. Povrchová povrchová úprava dosažená oceli P20 může být po správném leštění docela dobrá, což je prospěšné pro vzhled tvarovaných beden.
Omezení: Pro extrémně vysokou objemovou produkci nebo při použití velmi abrazivních plastů může nosit rychleji než některé vyšší - výkonné oceli.
2.H13 Ocel
Charakteristiky: H13 je ocel s horkým a pracovním nástrojem. Má vynikající tepelnou odolnost a vydrží vysoké teploty spojené s opakovanými plastickými injekčními cykly. Má tvrdost kolem 48 - 52 Hrc po tepelném zpracování.
Výhody: Je velmi odolný a zvládne lisování vysokotlakého vstřikování. Díky tomu je skvělá volba pro velké - velikosti nebo složité - úložné bedny, kde je forma pod významným stresem. Má také dobrou odolnost vůči tepelné únavě, která je důležitá pro formy, které se používají nepřetržitě.
Omezení: Je to dražší než ocel P20 a vyžaduje pečlivější tepelné zpracování během výrobního procesu k dosažení jeho optimálních vlastností.
3,718 ocel
Charakteristiky: 718 Ocel je ocel chrom - nikl - molybdenum. Má vysokou pevnost a dobrou rozměrovou stabilitu. Tvrdost lze upravit podle specifických požadavků prostřednictvím správného tepelného zpracování.
Výhody: Poskytuje vynikající lesk, takže formované části mají hladký a lesklý povrch. Je vhodný pro formování plastových skladovacích beden, které vyžadují vzhled vysoké kvality. Má také dobrý odpor k opotřebení a korozi, což pomáhá prodloužit životnost formy.
Omezení: Podobně jako H13 je to relativně nákladné a výrobní proces je třeba přesně ovládat, aby se plně využívaly jeho vlastnosti.
Jak dlouho forma vydrží?
Životnost plastové bedny formy se může výrazně lišit v závislosti na několika faktorech.
Pokud je forma vyrobena z vysoce kvalitní oceli, jako je H13 a je dobře udržovaná a používá se pro relativně méně abrazivní plasty, může trvat stovky tisíc až více než milion injekčních cyklů. Například ve studnovém provozním zařízení, kde se forma používá k produkci běžných skladovacích bedres vyrobených z polyethylenu nebo polypropylenu a se správnou péčí, jako je pravidelné čištění, mazání a kontrola teploty, může forma trvat 500, {{{{{{{{{{{ 5}} cykly nebo více.
Pokud je však forma vyrobena z materiálu nižšího stupně, nebo pokud se používá k formování plastů s abrazivními plnivami, nebo pokud je podrobena nesprávnému zacházení (například nad - injekční tlak, špatné chlazení, které způsobuje deformaci nebo nedostatečné vedení vysunutí K poškození rozdělení během odstranění) může být jeho životnost mnohem kratší. V extrémních případech může forma trvat pouze několik tisíc cyklů před značným opotřebením, praskáním nebo jiným poškozením činí ji nepoužitelným.
Balíček &. Dodání

Komponenty plísní
Plísní ocel

Hot Runner System

Standardní díly

Jak skladovat plastové formy?
1. Určitá před úložištěm
Důkladně vyčistěte plíseň, abyste odstranili zbytkový plast, nečistoty nebo zbytky. Použijte vhodné čisticí prostředky, které jsou vhodné pro materiál formy. Například u ocelových forem můžete použít mírný detergent a měkký štětec k drhnutí všech přilepených plastových částic.
Nezapomeňte také vyčistit chladicí kanály. Vypláchněte je čisticím roztokem a poté je zcela vysuší, aby se zabránilo růstu rzi nebo plísní.
2. Použijte ochranný povlak
Naneste na povrchy plísní rez - preventivní povlak, zejména pokud je vyroben z kovu. K dispozici jsou různé komerční rzi - preventivní oleje. Natřete celou dutinu, jádro a další kovové části a vytvoří ochrannou bariéru proti vlhkosti a oxidaci.
3. Pro formy s leštěnými povrchy použijte k zachování povrchu ne abrazivní povlak. To pomáhá udržovat kvalitu povrchu formy, což je důležité pro kvalitu následných plastových bedrů.
Správné skladovací prostředí
Skladujte formu do suché, chladné a dobře větrané oblasti. Vyvarujte se jeho uložení na místě s vysokou vlhkostí, protože to může vést k tvorbě rzi. Relativní úroveň vlhkosti pod 60% je obecně ideální.
Umístěte plíseň na plochý, stabilní povrch nebo na vhodné skladovací stojany. Vyvarujte se stohování těžkých předmětů na horní části formy, abyste zabránili deformaci. Pokud je to možné, použijte formy - specifické skladovací regály, které podporují tvar a distribuci hmotnosti formy.
4.Label a Inventory
Jasně označte formu s informacemi, jako je číslo její díly, typ plastové bedny, pro kterou je navržen, a datum posledního použití nebo údržby. To pomáhá při snadné identifikaci a vyhledávání.
Uchovávejte záznam zásob všech uložených forem, včetně jejich umístění úložiště, stavu a jakéhokoli přidruženého příslušenství nebo náhradních dílů.

Zpětná vazba zákazníků

FAQ
Otázka: Jaké faktory je třeba vzít v úvahu při návrhu plísní?
Odpověď: Měly by se brát v úvahu požadavky na produkt, jako je velikost, tvar, strukturální síla a demontážní metoda bedny, jakož i faktory procesu formování, jako je tok materiálu, chlazení a odvzdušňování. Pro komplexní návrh jsou také nezbytné úvahy o efektivitě nákladů a výroby.
Otázka: Jaké materiály se obvykle používají k výrobě plastových skladovacích forem?
Odpověď: Obvykle používaným materiálem plísní je ocel, jako je P20, 718H, H13, SKD61 atd. Tyto materiály mají dobrou odolnost proti opotřebení, vysokou tvrdost a vynikající tepelnou stabilitu.
Otázka: Jak zajistit kvalitu materiálů plísní?
Odpověď: Vyberte běžný dodavatel materiálu a zkontrolujte certifikáty kvality materiálu, jako jsou zprávy o materiálech a zprávy o tepelném zpracování. Proveďte inspekce materiálů, včetně testů tvrdosti a metalografické analýzy, aby se zajistilo, že splňují požadavky na návrh.
Otázka: Jak ovlivňuje přesnost obrábění formy kvalitu plastové úložné bedny?
Odpověď: Přesnost obrábění přímo ovlivňuje přesnost rozměru, kvalitu vzhledu a montážní výkon bedny. Vysoce přesné obrábění plísní může zajistit přesnou a konzistentní velikost bedny, s hladkým povrchem a bez vad, jako jsou otřepy a blesk, což zlepšuje kvalitu a výkon bedny.
Otázka: Jak zaručit přesnost obrábění formy?
Odpověď: Zaměstnávejte pokročilé zpracovatelské zařízení a techniky, jako jsou CNC obráběcí centra a elektrické vypouštěcí obrábění. Během procesu obrábění přísně dodržujte požadavky na návrh a použijte přesné měřicí zařízení k provedení detekce a nastavení kritických rozměrů formy v reálném čase.
Otázka: Co by se mělo udělat, pokud se během procesu lisování injekce objeví svary?
Odpověď: Řešení lze hledat ze čtyř aspektů: plísně, vybavení, suroviny a proces. Pro formu přiměřeně upravte teplotu formy, upravte šířku běžce, průřezu a polohu brány a rozšířte odvzdušňovací kanál. Pro zařízení natáhněte cyklus formování nebo vyměňte stroj větší plastikační kapacitou. U surovin se ujistěte, že jsou suché a vyhýbejte se přidávání kapalných přísad a mohou být přidány vhodné mazivy nebo stabilizátory. Pro tento proces zvyšte vstřikovací tlak a čas, upravte rychlost injekce a minimalizujte použití činidel uvolňování plísní.
Otázka: Jaké problémy budou způsobeny špatným odvzdušňováním plísní během lisování v injekci?
Odpověď: To povede k obtížím při plnění taveniny, což povede k nedostatečnému objemu injekce a neschopnosti vyplnit dutinu. Vysoký tlak bude také vytvořen v dutině, což umožní vstoupit do plastu, což způsobí kvalitní vady, jako jsou dutiny, póry, volné struktury a stříbrné pruhy, což ovlivňuje mechanické vlastnosti a kvalitu vzhledu plastové části.





