



Specifikace plísní
|
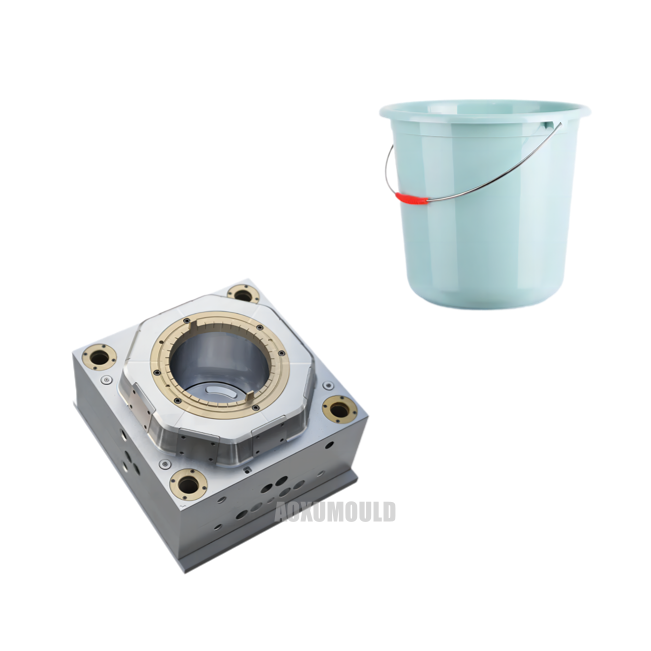
Název formy |
Plastová voda kbelíku |
|
Materiál produktu |
Pp |
|
Velikost produktu |
240x320x290 mm (zahrnují kola) |
|
Hmotnost produktu |
550g |
|
Materiál formy pro dutinu a. Jádro |
C45, P20, 718, 2738 |
|
Plísní základna |
C45 |
|
Injekční systém |
Hot Runner Otevřené brány nebo brány ventilu |
|
Vhodný injekční stroj |
550T |
|
Velikost plísně |
490x630x575mm |
|
Životnost formy |
Více než 300, 000 PCS |
CoDetailsDo YouNEedTo PayAttentionTo WslepiceDesignPLasticBucket?

1. Výběr materiálu: Vyberte vysoce kvalitní plastové suroviny, abyste zajistili, že kbelík má dostatečnou pevnost a trvanlivost. Současně je nutné zajistit, aby vybrané plastové materiály splňovaly příslušné bezpečnostní standardy a neobsahovaly škodlivé látky.
2. Návrh kapacity: Kapacita kbelíku by měla být navržena podle potřeb uživatelů a použití scénářů, které by měly zajistit, aby bylo možné obsadit množství vody a mělo by se brát v úvahu pohodlí přenášení a používání.
3. Strukturální design: Strukturální design kbelíku by měl být přiměřený, zajistit, aby byl pevný a stabilní, a není snadné deformaci nebo poškození. Zejména při navrhování připojovacích částí a úchytů je nutné zajistit kapacitu a pohodlí ložiska zatížení.
4. Návrh úst kbelíku: Konstrukce úst kbelíku by měla brát v úvahu pohodlí nalití vody a čištění a ráže by měla být mírná, snadno nalila vodu nebo čistila.
5. Návrh vzhledu: Kromě funkčnosti je také důležitý design vzhledu kbelíku. Má atraktivní design vzhledu, takže se lidem může na první pohled líbit a zvýšit uživatelský zážitek.
JakTo EnsureTonLoad-BEarringCapacityPLasticBucket?
Klíčová opatření k zajištění kapacity nesoucí zátěž
1.Výběr materiálu
Polyethylen s vysokou hustotou (HDPE): Odolný vůči nárazu a chemické korozi je běžným materiálem v kbelících.
Polypropylen (PP): Lehký a odolný vůči vysokým teplotám, ale může být při nízkých teplotách křehký.
Přidejte látky zesílení, jako je skleněné vlákno nebo uhlíkové vlákno, aby se zvýšila rigidita materiálu.
2.Optimalizace strukturálního návrhu
Spodní výztuž: Navrhněte mřížku nebo vyzváněcí prsten pro distribuci spodního tlaku.
Rozložení tloušťky stěny: Spodní a boční stěny jsou zahuštěny (obvykle je spodní část nejsilnější) a horní část lze vhodně ztenčit.
Zaoblený přechod: Vyhněte se návrhu pravého úhlu, abyste snížili riziko prasknutí způsobené koncentrací stresu.
3.Kontrola výrobních procesů
Parametry lisování vstřikování: Přesné řízení teploty, tlaku a rychlosti chlazení, aby se zabránilo bublinám nebo smršťovacím značkám.
Přesnost plísní: Zajistěte jednotnou tloušťku stěny a snižte defekty.
Po zacházení: žíhání k odstranění vnitřního stresu a zlepšení dlouhodobé stability.
4.Kontrola a kontrola kvality
Test tlaku vzorkování: Simulujte skutečné zatížení pro detekci kritického bodu deformace nebo prasknutí.
Detekce tloušťky stěny: Ultrazvukový nebo laserový tloušťka, aby se zajistilo, že tloušťka je na standardu.
Zkoušky Drop: Ověřte odolnost proti nárazu při přepravě nebo používání.
5.Adaptabilita prostředí
Dopad na teplotu: Pro prostředí nízké teploty by měly být vybrány materiály odolné vůči chladu (jako je modifikovaný HDPE).
Ochrana proti UV: Anti-UV je přidáno, aby se zabránilo ztrátě pevnosti v důsledku stárnutí.
Za druhé, běžně používané testovací standardy
Plastové kbelíky by měly být testovány v souladu s mezinárodními, národními nebo průmyslovými standardy, následující jsou běžné standardy:
1. Mezinárodní standardy
ASTM D1998: Vyhodnocení dlouhodobé hydrostatické pevnosti (např. Odolnost vůči dotvaru) materiálů HDPE.
ASTM D2412: Test nakládání paralelních desek, měření kompresní odolnosti těla hlavně.
ISO 13268: Testování kompresního výkonu podzemních plastových kontejnerů při teplotních cyklech.
ISO 22498: Zkušební metoda pro plastové nádoby.
2. domácí standardy
GB/T 13508-2011: Standard pro polyethylenové foukané nádoby, pokrývající hydrostatické, kapky a další testy.
QB/T 2818-2017: Plastový průmyslový standard pitné vody, který určuje rychlost deformace zátěže, těsnění atd.
GB/T 4857.5: Zkušební metoda pro přepravu balení (simulovaný proces načítání a vykládání).
3. testovací metoda
Zkouška statického zatížení: Hmotnost zatížení (například 1,5krát nominální kapacita) po dobu 24 hodin, abyste zkontrolovali deformaci nebo únik.
Drop Test: Fall Fall Fall z výšky 1,2 do 1,5 metru (různé úhly), aby byl pozorován, zda je zlomený.
Test tlaku: Vnitřní tlak na návrhovou hodnotu (například 0. 1MPA), udržujte 30 minut bez úniku.
Zkouška na životní prostředí: Změny testu v kapacitě ložiska zatížení při vysoké teplotě (60 stupňů C) nebo nízké teploty (-20 stupeň c).
Dlouhodobý test dotvarování: zatížení po dobu několika měsíců pro posouzení odporu materiálu k deformaci.
Design pro produkt &. Plíseň

CoAreTonPRocessingSTepsAndRvrovnáníPLasticVoda BucketPlíseň?

Za prvé, kroky zpracování plísní plastové vody
1. mouLD Design
Analýza produktu: Návrh podle velikosti, tvaru, tloušťky stěny, výztuže a dalších požadavků kbelíku.
Rozloučení povrchové konstrukce: Určete povrch rozloučení formy, abyste zajistili hladké demilding.
Návrh systému Gating System: Návrh běžce, brány a výfukového systému, abyste zajistili rovnoměrné plastové náplň.
Konstrukce chladicího systému: Navrhněte chladicí vodu, abyste zajistili rychlé a rovnoměrné chlazení formy.
Návrh systému vyhazovače: Navrhněte náprst nebo horní desku, abyste zajistili hladké uvolňování produktu.
2. výběr materiálu
Die Steel: Běžně používaná P20, 718, H13 a další vysoce kvalitní zemní ocel, vyžadující vysokou tvrdost, odolnost proti opotřebení a odolnost proti korozi.
Ošetření povrchu: jako je nitriding, chromová pokovování atd., Zlepšují tvrdost povrchu formy a odolnost proti opotřebení.
3. mouZpracování LD
Zrušení: Použití frézovacích strojů, soustruhů a dalšího vybavení pro předběžné zpracování k odstranění přebytečného materiálu.
Dokončení: Přesné obrábění pomocí strojních strojů CNC k zajištění přesnosti rozměru a povrchové úpravy.
Elektrický výbojový obrábění (EDM): Používá se pro obráběcí komplexní tvary a jemné struktury.
Leštění: Dutina a jádro jsou leštěny, aby se zajistil hladký povrch.
4. MouLD sestavení
Sestava dílů: Sestavte obrobené díly, abyste zajistili přesnost každé části.
Uvedení uvedení do provozu: Chcete -li otestovat plíseň, upravte systém nalévání, chladicí systém a vyhazovací systém, abyste zajistili normální provoz formy.
5. MouLD testování a korekce
Zkušební forma: Použijte skutečné výrobní materiály k testování plísní, kontrolu velikosti produktu, kvalitě povrchu a demildingových podmínek.
Oprava: Podle výsledků testu je forma opravena, dokud nejsou splněny požadavky na návrh.
Za druhé, požadavky na zpracování plísní plastové vody
1. Rozměrová přesnost
Velikost dutiny: Aby byla zajištěna, že velikost dutiny je přesná a v souladu s požadavky na návrh produktu, je obvykle tolerance ovládána v rámci ± 0. 05 mm.
Přesnost přizpůsobení: Díly se rovnoměrně hodí, vyhýbají se blesku nebo plísním.
2. Kvalita povrchu
Dokončení: Požadavky na povrchovou úpravu dutiny a jádra jsou vysoké, obvykle musí dosáhnout RA 0. 2 nebo méně.
Žádné vady: Žádné škrábance, praskliny, póry a další vady na povrchu.
3. Strukturální síla
Rigidita: Forma by měla mít dostatečnou tuhost, aby se zabránilo deformaci během lisování injekce.
Odolnost proti opotřebení: Povrch formy musí být ztuhnut, aby se zlepšil odolnost proti opotřebení a prodloužil životnost.
4. Systém chlazení
Jednotné chlazení: Návrh chladicí vody je rozumný pro zajištění toho, aby všechny části formy byly rovnoměrně ochlazeny, aby se zabránilo deformaci produktu.
Efektivní chlazení: Vysoká účinnost chlazení, zkraťte cyklus vstřikování.
5. Systém nalévání
Konstrukce průtokové dráhy: Velikost dráhy průtoku je rozumná pro zajištění hladkého toku plastu a snížení ztráty tlaku.
Konstrukce brány: Umístění a velikost brány jsou vhodné, aby se zabránilo vadám povrchu produktu.
6. Vyhoďte systém
Hladké vyhazování: Konstrukce vyhazovacího systému je rozumný pro zajištění hladkého uvolňování produktů, zabránění deformaci nebo poškození.
Žádná stopa: Poloha náprstků je rozumná, aby se zabránilo ponechání zjevných značek na povrchu produktu.
7. Výfukový systém
Hladký výfuk: Design výfukové nádrže je rozumný pro zajištění hladkého vypouštění plynu ve formě a zabrání bublinám nebo pálení produktu.
8. Životnost služeb
Trvanlivost: Forma musí mít dlouhou životnost, obvykle vyžaduje více než 500, 000 časy.
Snadná údržba: Konstrukce struktury plísní je přiměřená, snadno se udržuje a opravuje.
ZkoušetPlastová voda kbelíku
Balíček &. Dodání

Komponenty plísní
Plísní ocel

Hot Runner System

Standardní díly

FAQ
Otázka: Z jakého materiálu je plíseň plastového kbelíku vyrobená?
Odpověď: Nejčastěji používaným materiálem pro výrobní vstřikovací formy je vysoce kvalitní ocel, jako je P20, 718, 2738 atd.
Otázka: Jaký je proces výroby plastové plísně kbelíku?
Odpověď: Proces výroby formy zahrnuje konstrukční inženýrství, programování strojů, výrobu plísní, testování plísní a ověření.
Otázka: Může být forma přizpůsobena podle specifických požadavků produktu?
Odpověď: Ano, formy mohou být přizpůsobeny specifickým požadavkům na produkt podle návrhu a specifikací projektu.
Otázka: Jaké faktory bychom měli zvážit při výrobě našich plastových forem?
Odpověď: Některé z faktorů, které je třeba zvážit při výrobě plastových forem, zahrnují design produktu, výběr plastového materiálu, výběr materiálu plísní, kapacita vstřikování, doba chlazení, požadavky na údržbu plísní atd.
Otázka: Jak dlouho trvá výroba formy plastové vody?
Odpověď: Čas potřebný k výrobě formy závisí na složitosti a velikosti formy. Obvykle to však trvá šest až osm týdnů.
Otázka: Jak zajistit kvalitu plísní?
Odpověď: Aby bylo možné zajistit kvalitu formy, měly by být v celém procesu výroby plísní použity přiměřený design a inženýrství, vysoce kvalitní materiály a přísné postupy kontroly kvality.
Otázka: Jak dlouho vydrží forma?
Odpověď: Život formy závisí na kvalitě formy, metodách údržby a provozních podmínkách. Dobře udržovanou formu lze použít stovky tisíckrát.
Otázka: Jaké jsou výhody výroby plastových injekčních forem?
Odpověď: Mezi výhody výroby plastových forem patří rychlejší výrobní doby, nižší jednotkové náklady, vysokou přesnost a schopnost produkovat komplexní tvary a vzory.
Otázka: Lze naše plastové formy kbelíku na opravit a udržovat?
Odpověď: Ano, naše plastové formy kbelíku na vodu lze opravit a udržovat pro prodloužení jejich životnosti. Pravidelná údržba může zabránit poruchám a zajistit konzistenci kvality.
Zpětná vazba zákazníků






