


Specifikace plísní
|
Název formy |
Plastová plíseň |
|
Materiál produktu |
PP, plast |
|
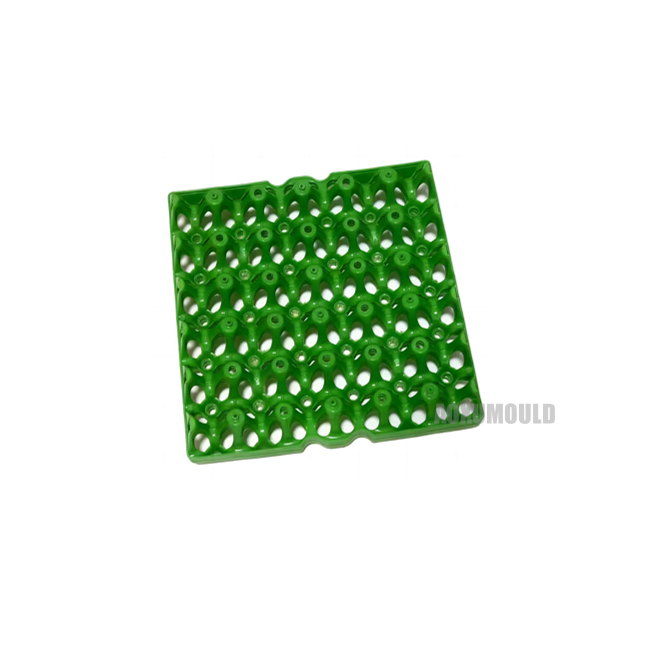
Velikost produktu |
295x295x50mm |
|
Hmotnost produktu |
300 gramů |
|
Materiál formy pro dutinu a. Jádro |
P20, 718 |
|
Plísní základna |
P20, 718H |
|
Injekční systém |
Cold Runner |
|
Vhodný injekční stroj |
350T |
|
Velikost plísně |
510x510x150 mm |
|
Životnost formy |
Více než 500, 000 PCS |
PročCHooseTo USePLasticEGGTpaprsek?
Plastový podnos z vajec je velmi praktický kuchyňský náčiní, které má mnoho výhod a může nám přinést hodně pohodlí a pohodlí.
Za prvé, plastová vejce jsou lehčí, snáze čistí a méně náchylná k rezavě ve srovnání s tradičními kovovými vajec. Když obvykle používáme kovové vaječné podnosy, často zjistíme, že kovový materiál je snadno zašpinný a je obtížné jej čistit. Plastové zásobníky vajec jsou nejen lehké, ale také pohodlnější a efektivnější k použití. Mohou být vyčištěny pouhým jednoduchým opláchnutím a snižují naše pracovní zátěž.
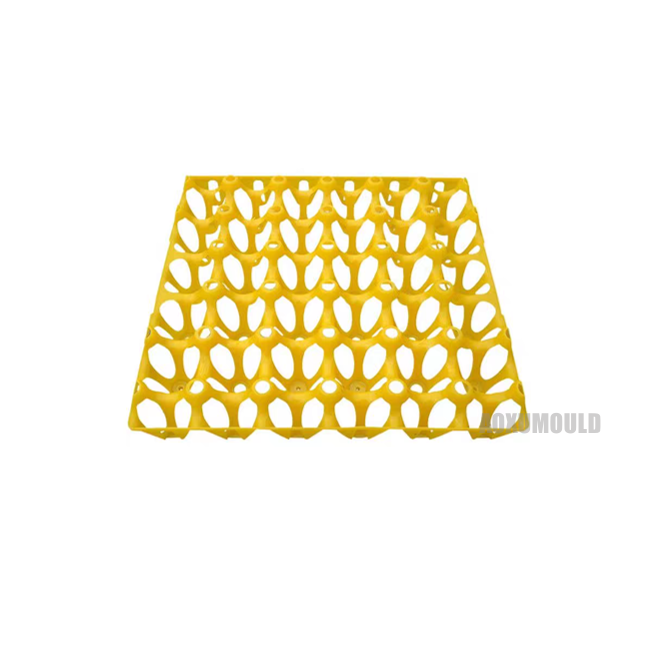
Za druhé, vzhled plastových vajec je rozmanitý, s jasnými barvami a novými styly, které lze vyrovnat s různými kuchyňskými dekoracemi, aby se zvýšila celková krása kuchyně. Když jej používáme, můžeme si vybrat naše oblíbené barevné kombinace podle osobních preferencí, což přidává pocit zábavného a dekorativního efektu.
Plastové vaječné podnosy mají opět určité antiliové vlastnosti, což vejce ztěžuje vyklouznutí, když jsou umístěny na zásobníku, vyhýbají se kolizím vajec a snižují míru poškození. Při používání tradičních kovových vajec se často setkáváme s situacemi, kdy vejce proklouznou a způsobují jejich prasknutí a zvyšování zbytečného odpadu. Plastové vaječné podnosy mají určité antiliové vlastnosti, které mohou účinně chránit vejce, prodloužit doba skladování a snížit plýtvání potravinami.
Nakonec jsou plastové vaječné zásobníky cenově dostupné a mají dlouhou životnost, což z nich činí ekonomické kuchyňské náčiní. Při nákupu kuchyňského náčiní obvykle uvažujeme o cenovém faktoru a plastové zásobníky vajíček jsou levné, nákladově efektivní, mají dlouhou životnost, nejsou snadno poškozeny a jsou velmi praktickou položkou pro domácnost.
JakTo DetermineTonTypeAndPosicOf InjekciGjedlFneboPLasticEGGTpaprsekPlíseň?

Plastové zásobníky vajec jsou běžnou položkou pro domácnost vyrobenou pomocí technologie vstřikování během výrobního procesu. Vstřikovací brána je velmi důležitou součástí lisování vstřikování, která přímo ovlivňuje kvalitu formování a efektivitu procesu produktu. Níže budu podrobně analyzovat typy a pozice vstřikovacích bran pro plastové vajíčka.
Nejprve se podívejme na typy vstřikovacích bran. U drobných produktů, jako jsou plastové vaječné podnosy, běžně používané typy injekčních lisování jsou bodové brány blokující bránu, boční blokovací brána a přímá brána. Blokovací brána bodů je typ brány, která vstřikuje roztavený plast do dutiny formy z jedné nebo více stran produktu, vhodné pro výrobky s relativně plochými povrchy. Boční blokovací brána se používá k vstřikování roztaveného plastu do dutiny formy z jedné strany formy a je vhodná pro situace, kdy povrch produktu má nerovnoměrné textury. Přímá nalévaná brána se používá k vstřikování roztaveného plastu přímo do dutiny formy z horní části produktu, vhodné pro výrobky s jednoduchými tvary. Při výběru typu vstřikovací brány je nutné učinit přiměřenou volbu na základě požadavků na návrh a výrobu produktu.
Dále si promluvme o umístění vstřikovací brány. U produktů, jako jsou plastové vaječné podnosy, je běžné rozhodnout se nastavit brány na okraje produktu, aby se usnadnil vstup plastu do dutiny formy a naplnil celý produkt. Současně může také snížit výskyt bublin a krátkých materiálů během procesu injekce a zajistit kvalitu formování produktu. Při výběru polohy vstřikovací brány je nutné zvážit faktory, jako jsou požadavky na vzhled produktu, obtížnost formování a po ošetření brány, aby se nakonec stanovila nejvhodnější poloha.
Kromě toho, aby se zlepšila kvalita vzhledu a efektivita produkce produktu, lze provést některé optimalizace v designu produktu a struktuře plísní. Například zvýšením počtu plísních dutin, nastavením kolíků nebo výfukových systémů lze zlepšit přesnost formování a produkční účinnost produktů. Současně lze také zvažovat speciální procesní technologie, jako je technologie Hot Runner a laminované formování, které dále zlepšují kvalitu a efektivitu produkce produktu.
Návrhy pro produkt &. Plíseň

PokrokARrangement ofPLasticEGGTpaprsekInjekciPlíseň PRocessing
Plán zpracování plísní plastové injekční formy vaječných vajec by měl sledovat systematický proces, kombinovaný s technologií výroby plísní a milníky projektu pro plánování. Následuje rámec pro plánování postupu zpracování formy AOXU.
1. Fáze návrhu (5-10 dny)
Analýza požadavků: Vyčistěte specifikace produktu (velikost, počet otvorů, demontáž svahu atd.) A požadavky na životnost plísní.
Konstrukce struktury plísní: Dokončete design 3D rozloučení, vylévání systému (bodová brána nebo boční brána), chladicího systému a mechanismu vyhazování.
Výstupní výstupní výstup: Generujte obráběcí výkresy, výkresy sestavy a výkresy elektrod a potvrďte tolerance klíčů (například ± 0. 05 mm) se zákazníkem.
2. příprava materiálu (3-5 dny)
Pokusy pro základnu plísní: Vyberte standardní báze plísní (například standard LKM) na základě velikosti formy nebo přizpůsobte nestandardní báze plísní.
Order uspořádání oceli: Pro dutinu/jádro je vybráno předběžné oceli (jako je P20 nebo 718h) a pro vyhazovací čep a posuvník se používají materiály s vysokou tvrdostí (jako je H13).
Příprava outsourcovaných dílů: předběžné objednávky horkého běžce a standardních dílů (prameny, vodicí sloupce atd.).
3. fáze zpracování (15-25 dny)
Hrubé obrábění: CNC frézování referenčního povrchu plísní a obrysu dutiny, s vyhrazeným přesným obráběcím příspěvkem 0. 2-0. 3 mm.
Tepelné zpracování: Vakuové zhášení se provádí na částech, které vyžadují vysokou tvrdost (jako je tvrdost HRC 48-52).
Přesné obrábění:
Přesné frézování: Dokončete obrábění povrchu dutiny (doporučuje se používat nástroj s pěti osami).
Obrábění elektrického vypouštění (EDM): Prostory zpracování, které CNC nedokáže zvládnout, jako jsou hluboké drážky a ostré rohy.
Řezání drátu: Přesné zpracování otvorů, jako jsou otvory pro vyhazovač a vložky.
Ošetření povrchu: vyleštěte dutinu na povrch zrcadla (RA menší nebo rovna 0. 1 μm) a v případě potřeby proveďte nitridingové ošetření.
4. shromáždění a uvedení do provozu (5-7 dny)
Sestava komponenty: Nainstalujte systém vyhazovače a obvod chladicí vody (vyžadující test tlaku 3MPA).
Test FORT FIT: Zkontrolujte přizpůsobení povrchu rozdělení (mezera menší nebo rovná 0. 02mm) a hladkosti pohybu posuvníku.
Pre přijetí: Proveďte testování prázdných plísní v továrně formy a zaznamenejte klíčové rozměrové údaje.
5. Zkušební formování a optimalizace (3-5 dny)
První zkušební lisování (T1): Ověřte parametry lisování vstřikování (teplota materiálu, doba držení) a efekt demolovaného produktu.
Korekce problému:
Upravte hloubku výfukové drážky (obvykle 0. 02-0. 03MM).
Optimalizujte rozložení systému chladicí vody, aby se zkrátil dobu cyklu.
Opravte problémy s bleskem nebo smršťováním (snížením tlaku vstřikování nebo úpravou velikosti brány).
Předběžná zkušební forma (t 2- t3): Neustále produkují formy 100-200 pro ověření stability.
TestPlastová plíseň
Balíček &. Dodání

Komponenty plísní
Plísní ocel

Systém Hot Runner Runner

Standardní díly

Často kladené otázky
Zpětná vazba zákazníků






