



Specifikace plísní
|
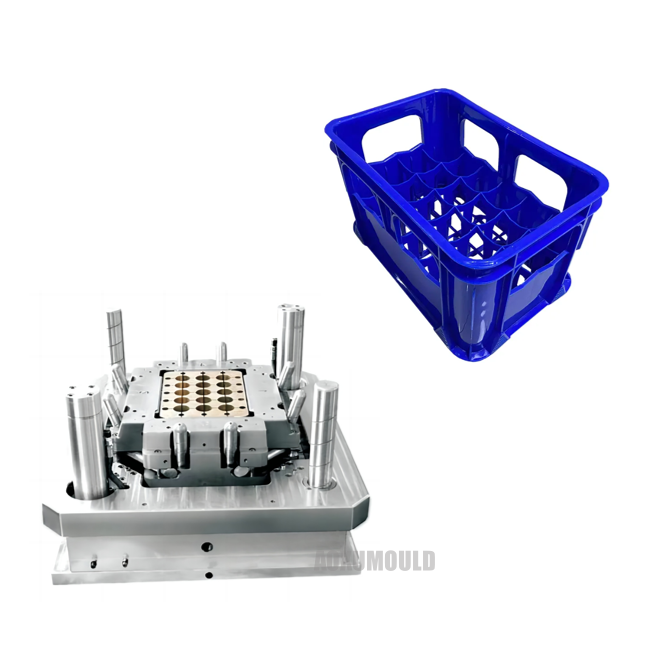
Název formy |
Plastová forma bere bere |
|
Materiál produktu |
HDPE |
|
Velikost produktu |
348x260x315mm |
| Hmotnost produktu | 1,32 kg |
|
Materiál formy pro dutinu a. Jádro |
P20/718H/H13/2738 |
|
Nos dutiny |
1 dutina |
|
Injekční systém |
Hot Runner Open Gates |
|
Vhodný injekční stroj |
450T |
|
Velikost plísně |
680x510x620 mm |
|
Životnost formy |
více než 500, 000 PCS |
|
Dodací lhůta |
50 dní |
BeryliumBRonzeIs UsedFneboCoolingAt PArtingSUrface ofPLasticBeerCrate forma

Plastové pivní boxové formy jsou klíčovými nástroji pro výrobu pivních krabic a jsou zásadní pro zajištění efektivity a kvality výroby. Při vytváření plastových pivních forem je chladicí systém velmi důležitou součástí a použití berylia bronzu, protože chladicí materiál na povrchu rozdělení může přinést mnoho výhod.
Bronz Berylium má vynikající tepelnou vodivost, která může rychle a účinně přenášet teplo na povrchu formy do chladicí vody, účinně snižuje teplotu formy, zrychluje rychlost výroby a prodlouží životnost formy. Tato efektivní metoda chlazení může během výrobního procesu snížit deformaci a opotřebení plísní piva a zajistit stabilitu a kvalitu výroby.
2. Bronz Berylium je materiál odolný vůči opotřebení, který může účinně zabránit opotřebení a poškození povrchu forem, prodloužit životnost forem a snížit náklady na údržbu. Použití bronzu Beryllium jako chladicího materiálu na povrchu rozloučení může zajistit hladkost a přesnost povrchu formy, díky čemuž je výroba plastových pivních krabic plynulejší a efektivnější.
Berylium bronz má také vynikající odolnost proti korozi, schopný odolat korozi chemických kapalin, jako jsou kyseliny a alkalis, a zajišťuje dlouhodobý stabilní provoz forem. To je zvláště důležité pro formy plastových pivních krabic, protože během výrobního procesu často přicházejí do styku s různými chemickými roztoky a kapalnými surovinami.
4. Použití bronzu Beryllium jako chladicího materiálu na povrchu rozloučení plastových forem piva může zvýšit efektivitu výroby, zajistit kvalitu produktu, prodloužit životnost forem a snížit náklady na údržbu.
Design pro produkt &. Plíseň

PročIS HDPECHosenFneboPLasticBeerBedna?
HDPE je zkratka polyethylenu s vysokou hustotou a je to velmi běžný plastový materiál. Při výrobě pivní bedny má mnoho výhod při výběru materiálu HDPE.
Za prvé, HDPE je relativně silný a odolný plast. To znamená, že pivní bedna, vyrobená z HDPE, vydrží dlouhodobé používání a opakované manipulaci. To má velký význam pro výrobce a distributory piva, protože během přepravy musí zajistit bezpečnost a integritu produktů.
Za druhé, HDPE je relativně lehký plastový materiál. Ve srovnání s kovem nebo jinými těžkými materiály jsou bedny vyrobené z HDPE během manipulace lehčí, snižují intenzitu pracovníků pracovníků a pomáhají zlepšit efektivitu a ušetřit náklady.
Kromě toho je HDPE ekonomickým materiálem. Ve srovnání s některými dalšími vysoce kvalitními plasty jsou výrobní náklady na HDPE relativně nízké, což činí pivní bednu vyrobenou z HDPE mírně ceny, což z něj činí ekonomickou volbu pro výrobce.
Kromě toho je HDPE recyklovatelným plastovým materiálem. Dnes, s neustálým zlepšováním povědomí o životním prostředí, se udržitelný rozvoj stal středem pozornosti lidí. Rozhodnutí použít recyklovatelný materiál HDPE k výrobě pivní bedny může snížit dopad na životní prostředí a splnit požadavky na ochranu životního prostředí.
JakTo OptimizeTonExhaustSystémPLasticBeerBedna Plíseň?
Ve výrobním procesu plastové formy plastových pivních bedny bude návrh a optimalizace výfukového systému přímo ovlivnit kvalitu produktu a efektivitu výroby. Dobrý výfukový systém může účinně odstranit vzduch a plyn, zabránit tvorbě defektů, jako jsou bubliny a krátké prasknutí, a zajistit povrchovou úpravu a sílu produktu.
Abychom optimalizovali výfukový systém plastové formy bere piva, můžeme přijmout následující opatření:
1. Navrhněte přiměřený výfukový kanál: Během fáze návrhu formy by se měla plně zvážit struktura a velikost produktu a výfukový kanál by měl být přiměřeně navržen tak, aby zajistil, že vzduch a plyn mohou být při vyplnění plastových materiálů hladce vypouštěny. Výfukový kanál by měl být co nejkratší a nejkrásnější a vyhnout se mrtvým rohů a oblastmi akumulace materiálu, aby se zajistilo hladké výfukové plyny.
2. Zvýšení počtu výfukových portů: Přiměřené zvýšení počtu výfukových portů na formě může zvýšit účinnost výfukových plynů a zabránit zachycení vzduchu ve formě. Výfukové porty by měly být rovnoměrně distribuovány a pokrývají celý povrch formy, aby se zabránilo tvorbě bublin a krátkých injekcí ve vysokotlaké oblasti produktu.
3. Upravte polohu výfukového portu: Podle konkrétního tvaru a strukturálních vlastností produktu upravte polohu výfukového portu. Výfukové porty jsou obvykle nastaveny na nejvzdálenějším konci a nejsilnější část produktu, aby se zajistilo, že vzduch může být vybírán hladce.
4. Použijte výfukové jehly nebo pneumatické výfukové systémy: nastavením jehly výfuku na povrchu formy nebo uvnitř dutiny formy a pomocí stlačeného vzduchu nebo vakuových systémů, které pomáhají při výfukovém plynu, lze zlepšit účinnost výfukových plynů a lze se vyhnout tvorbě bublin a krátkých injekcí.
5. Pravidelně čistěte a udržujte výfukový systém: Pravidelně čistěte a udržujte výfukový systém, odstraňte nahromaděné materiály a nečistoty z výfukových portů a kanálů, zajišťují hladký výfuk a vyhýbejte se zablokování, které mohou způsobit špatné výfukové plyny.
Před-DeformaceTOpětovné opětovnéPLasticBeerBedna InjekciPlíseň
Plastová plísně v injekci bedny z plastového piva musí podstoupit před deformační léčbu (známou také jako návrh reverzní kompenzace), hlavně proti nevratnému smrštění a deformaci plastů způsobených materiálovým vlastnostmi, procesními podmínkami atd. Během vstřikování a chlazení, což zajišťuje přesnost rozměru a životnost finálního produktu.
1. Inherentní vady plastového formování musí být kompenzovány
1.1 Charakteristiky smrštění materiálu
Plasty (jako je HDPE, PP) podléhají smrštění objemu při roztavení a ochlazení (typická rychlost smrštění 1,5% na 4%).
Anisotropní smršťování: Míra smrštění ve směru toku a vertikální směr se výrazně liší (například HDPE se zmenšuje o 1,5% ve směru toku a 3% ve svislém směru), což má za následek deformaci deformace.
1,2 nerovnoměrné chlazení
Rozdíly v rychlosti chlazení v různých oblastech formy mohou způsobit koncentraci tepelného napětí. Například okraje plastové berety se rychle vychladnou, zatímco střed pomalu ochladí, což vede k konkávní nebo konvexní deformaci.
1.3 Molekulární orientace a zbytkový stres
Když tavenina proudí, jsou molekulární řetězce uspořádány podél směru toku. Po ochlazení se vytvoří vnitřní napětí. Může být uvolněn po dlouhodobém skladování nebo v síle, což má za následek rozměrové změny.
2.. Funkční požadavky pivabednařídit před deformaci
2.1 Je vyžadována vysoká dimenzní přesnost
Pivní bedna musí být přesně koordinována s plnicí linií a přepravními paletami. Pokud rozměrová odchylka překročí ± 0. 5 mm, může to vést k problémům, jako je zaseknutí lahví a nestabilní stohování.
2.2 Požadavek na intenzitu zatížení
Každý případ musí nést 24 až 36 lahví piva (s celkovou hmotností 15 až 25 kilogramů). Pokud dojde k koncentraci napětí v důsledku deformace, je náchylná k praskání ve slabých bodech.
2.3 Požadavky na recyklaci
Plastová bedna piva musí vydržet více než 200krát načítání, vykládání a čištění. Před deformační léčba může zabránit nevratné deformaci způsobené dlouhodobou relaxací stresu.
ZkoušetPlastová forma bere bere
Komponenty plísní
Plísní ocel

Hot Runner System

Standardní díly

Balíček &. Dodání

FAQ
>1. Co je to plastová pivní bedna?
Je to nástroj používaný k výrobě plastových dílů vstřikováním plastu do dutiny formy.
>2. jaké materiály se používají k výrobě plastových pivních bedny?
Nejběžnějšími materiály používanými k výrobě injekčních plísní je vysoce kvalitní ocel, jako je P20, 718, 2738 atd.
>3. Jaký je proces výroby plastové pivní bedny?
Proces výroby formy zahrnuje konstrukční inženýrství, programování strojů, výrobu nástrojů, testování plísní a ověření.
>4. Lze formy přizpůsobit specifické požadavky na produkt?
Ano, formy mohou být přizpůsobeny specifickým požadavkům na produkt v závislosti na návrhu a specifikacích projektu.
>5. Jaké jsou některé faktory, které je třeba zvážit při výrobě našich plastových forem?
Některé faktory, které je třeba zvážit při výrobě plastových forem, zahrnují návrh produktu, výběr plastového materiálu, výběr materiálu plísní, kapacita vstřikování, doba chlazení a požadavky na údržbu plísní.
>6. Jak dlouho trvá výroba jedné sady formy?
Čas potřebný k výrobě plísní se může lišit v závislosti na složitosti a velikosti formy.
Obvykle to však trvá 6 až 8 týdnů.
>7. Co lze udělat pro zajištění kvality formy?
Pro zajištění kvality plísní, správného designu a inženýrství, vysoce kvalitních materiálů a přísných postupů kontroly kvality by měly být použity během celého procesu výroby formy.
>8. Jak dlouho může forma vydržet?
Životnost formy se může lišit v závislosti na kvalitě formy, údržbářských postupech a provozních podmínkách. Dobře udržovaná forma může trvat stovky tisíc cyklů.
>9. Jaké jsou výhody výroby plastových vstřikovacích forem?
Některé výhody výroby plastových forem zahrnují rychlejší doby výroby, nižší náklady na jednotku, vysokou přesnost a schopnost produkovat komplexní tvary a vzory.
>10. Lze opravit a udržovat naše forma plastových pivních bedny?
Ano, lze jej opravit a udržovat pro prodloužení jejich životnosti. Pravidelná údržba může zabránit poruchám a zajistit konzistentní kvalitu.
Zpětná vazba zákazníků






