



Specifikace plísní
|
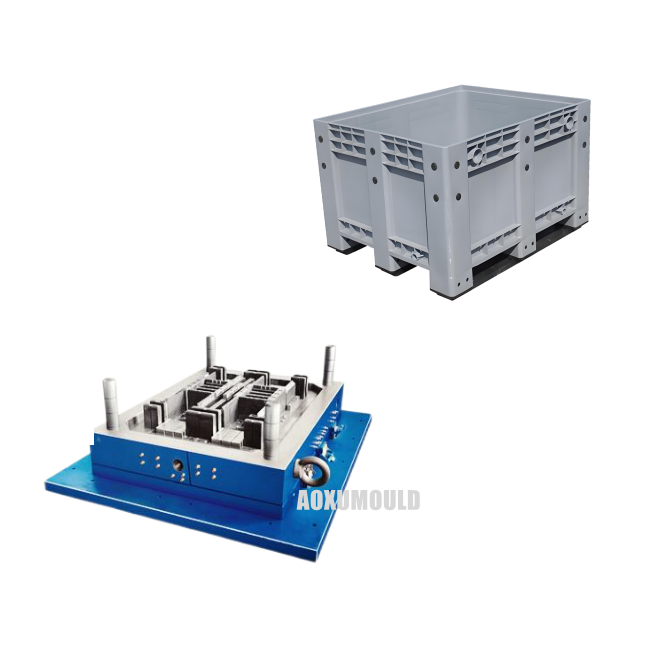
Název formy |
Plísně palety |
|
Materiál produktu |
Polyethylen s vysokou hustotou (HDPE)\/pp |
|
Velikost produktu |
1200 mm (W) x 1000 mm (L) x 760 mm (h) |
|
Materiál formy pro dutinu a. Jádro |
2738 |
|
Plísní základna |
C45 |
| Č | 1 dutina pro tak velkou plíseň |
|
Injekční systém |
Horké běžecké brány ventilu |
|
Vhodný injekční stroj |
4500T |
|
Velikost plísně |
1800x1800x1350 mm |
| Hmotnost formy |
32500T |
|
Životnost formy |
více než 500, 000 PCS |
| Dodací lhůta |
Po dokončení designu, 65 dní |
Proč jsou MOuLD požadované pro plastovou paletuBoxes?

Plastové palety, široce používané v logistice, skladování a výrobě, vyžadují produkci založenou na památku kvůli technickým a ekonomickým požadavkům výroby průmyslového měřítka. Formy, obvykle vyrobené z oceli, jsou přesné nástroje, které definují tvar, strukturu a funkčnost finálního produktu. Níže jsou uvedeny klíčové důvody pro použití forem v jejich výrobě:
1. Přesnost a konzistence
Formy umožňují vysokou opakovatelnost a zajišťují jednotné rozměry, tloušťku stěny a strukturální prvky (např. Žebra, stohování oka nebo odvzdušňovací kanály) na tisících jednotek. Tato konzistence je rozhodující pro kompatibilitu s automatizovanými manipulačními systémy, vysokozdvižnými vozíky a regálovými systémy v dodavatelských řetězcích.
2. komplexní geometrie
Plastové paletové krabice často zahrnují složité vzory, aby se zvýšila kapacita nesoucí zátěž, protiskluzové povrchy nebo hnízdní schopnosti. Injekční lisování umožňuje přesnou replikaci těchto rysů, které by byly nepraktické nebo nákladově promítací s alternativními metodami, jako je termoforming nebo obrábění.
3. účinnost materiálu
Procesy formování (např. Injekce, foukání formování) minimalizují odpad materiálu kontrolou toku pryskyřice a rychlosti chlazení. Tato účinnost snižuje náklady na jednotku a sladí se s cíli udržitelnosti omezením generování šrotu.
4. trvanlivost a výkon
Formy usnadňují použití inženýrských plastů (např. HDPE, PP) s přísadami pro odpor UV záření, zpomalení požáru nebo antistatické vlastnosti. Proces kontrolovaného formování zajišťuje optimální molekulární vyrovnání, zvýšení nárazové odolnosti a dlouhověkosti v drsném prostředí.
5. Nákladová efektivita v měřítku
Zatímco vytváření plísní zahrnuje vysoké náklady na předem (design, prototypování, nástroje), pro velké produkční běhy se stává ekonomickým. Náklady na jednotku výrazně klesají ve srovnání s metodami s nízkým objemem, což odůvodňuje investice pro výrobce sloužící globálním dodavatelským řetězcům.
6. Flexibilita přizpůsobení
Formy mohou být upraveny tak, aby produkovaly varianty (např. Slučitelné vzory, integrované sloty RFID) bez přepracování celých systémů nástrojů, což umožňuje řešení přizpůsobených pro konkrétní průmyslová odvětví, jako jsou lékárny nebo automobilový průmysl.
7. Soulad s regulací
Standardizované formování zajišťuje dodržování mezinárodních bezpečnostních a testovacích standardů a snižuje rizika odpovědnosti.
Formy jsou nezbytné pro výrobu plastových paletových kontejnerů, které splňují průmyslové požadavky na sílu, přesnost a nákladovou efektivitu. Technologie vyrovnává předem investice s dlouhodobými provozními výhodami, což z ní činí základní kámen moderních plastových logistických řešení.
Jak navrhnout plísně z plastové palety?

1.Design a struktura
Forma je obvykle konstruována jako nástroj pro více kavnic nebo s jednou kastitním nástrojem v závislosti na požadavcích na objem výroby. Je vybaven modulárním designem s tvrzenou ocelovou nebo beryliovou měděnou vložkou, aby vydržel vysoké vstřikovací tlaky (často přesahující 1 500 bar) a abrazivní polymerní toky. Kritické komponenty zahrnují:
A.Core a Dutiny bloky s texturovanými povrchy k dosažení protiskluzových prvků na paletové základně
B.Integrated Rib Structures pro vyztužení stěn nesoucích zátěž (až 2, 000 KG kapacita)
C.Interlocking funkce pro stohovatelnost a kompatibilitu s automatizovanými systémy manipulace
2. Výběr materiálu
Pro kritické komponenty jsou používány ocelové slitiny prémiového stupně, jako je DIN 1.2344 (H13) nebo 1.2316, které nabízejí výjimečnou odolnost proti opotřebení a tepelnou stabilitu. Povrchové ošetření, jako je nitriding nebo PVD povlaky, zvyšují trvanlivost a prodlužují životnost plísní nad 1 milion cyklů. Vodicí sloupy a pouzdra využívají tvrzenou ocel nástroje k udržení zarovnání při cyklickém zatížení.
3.Soolingový systém
Konformní chladicí kanály jsou strategicky zpracovány pro optimalizaci tepelného řízení a zkrátí doby cyklu o 20–30% ve srovnání s konvenčními návrhy. Rozložení chlazení sleduje geometrii palety a zajišťuje rovnoměrné rozptyl tepla z sekcí silně stěn (obvykle 8–12 mm), aby se minimalizovalo warpage a zbytkové napětí.
4. Ejekce a automatizace
Vícestupňový ejekční systém kombinuje hydraulické zvedáky, vzduchové poppety a striptérské desky, aby bezpečně zkreslily hluboce kreslené kontejnery bez zkreslení. Systémy rychlé změny umožňují rychlé úpravy formátu pro výrobu palet ve standardizovaných rozměrech (např. 1200 × 800 mm nebo 1200 × 1000 mm). Forma se integruje do systémů odstraňování robotických součástí prostřednictvím standardizovaných rozhraní.
Je analýza plísní nezbytná pro velkou paletuKrabiceMouLDS?

Ano, analýza toku plísní (MFA) je rozhodující pro navrhování a výrobu velkých paletových kontejnerů. Mezi klíčové důvody patří:
1. Komplexní geometrie a velikost
Velké palety často mají tenké stěny, žebra a struktury snímků. MFA předpovídá chování toku polymeru, aby se zabránilo defektům, jako je neúplné náplň, vzduchové pasti nebo slabé svarové linie.
2. optimalizace materiálu a procesů
Palety obvykle používají materiály s vysokým průtokem nebo odolnými proti nárazu (např. PP, HDPE). MFA ověřuje vhodnost materiálu a optimalizuje parametry (vstřikovací tlak, teplota, doba chlazení), snížení nákladů na pokus a omylu.
3. minimalizace války a smršťování
Nerovnoměrné chlazení ve velkých formách může způsobit značky války nebo dřezu. MFA simuluje účinnost chlazení, aby byla zajištěna rozměrová stabilita.
4. Snížení nákladů a rizik
Velké formy zahrnují vysoké náklady na vývoj. MFA identifikuje konstrukční nedostatky brzy, vyhýbá se nákladným modifikacím plísní nebo šrotu, čímž zrychluje čas na trh.
Analýza toku plísní je nákladově efektivní nástroj pro zvýšení kvality, efektivity a spolehlivosti ve velké produkci plísní palety.
Balíček &. Dodání

Komponenty plísní
Plísní ocel

Horký běžec Systém

Standardní díly

Často kladené otázky
|
1. Co je to forma palety? Forma pro paleta je specializovaný nástroj používaný při výlisku vstřikování k výrobě plastových paletových krabic. Tyto kontejnery jsou určeny pro skladování, stohování a přepravu zboží, často v průmyslovém prostředí. Plísně tvaruje roztavený plast do požadované formy, což zajišťuje trvanlivost a konzistenci. 2. jaké materiály se používají pro formy palety? Formy jsou obvykle vyrobeny z vysoce kvalitního oceli pro odolnost a tepelnou odolnost. Plast používaný pro krabice je často polypropylen (PP) nebo polyethylen s vysokou hustotou (HDPE) kvůli jejich síle a nárazové odolnosti. 3. Jaké jsou klíčové komponenty formy palety? - Core & Dutie: tvoří tvar krabice. - Systém chlazení: Reguluje teplotu pro efektivní doby cyklu. - Systém vyhazování: Uvolňuje chlazený produkt. - Větrací otvory: Zabraňte pasti a vady vzduchu. 4. Jaký je výrobní proces formy? - Design: Inženýrství založené na CAD pro přesnost. - Výběr materiálu: Ocel zvolen pro dlouhověkost. - Obrácení: CNC nebo EDM pro přesnost. - Tepelné zpracování: Kalení přes zhášení\/temperování. - Shromáždění a testování: Zajišťuje funkčnost před výrobou. 5. Jednotlivé vs. formy s více kovovými? - Jednorázová kavvina: nižší náklady, ideální pro malé šarže. -Multi-Cavpitum: Vyšší produkce, nákladově efektivní pro velké objemy. 6. Horké vs. studené běžce? - Hot Runner: Snižuje odpad, rychlejší cykly; Vyšší náklady na předem. - Cold Runner: Jednodušší, levnější, ale vytváří více odpadu. 7. Úvahy o návrhu - Tloušťka stěny: uniformita zabraňuje deformaci. - Kontační úhly: Usnadňuje vyhazování (typické 1–2 stupň). - Umístění brány: ovlivňuje tok a estetiku. 8. nákladové faktory - Materiálový stupeň, složitost plísní, velikost a objem výroby. Systémy pro více tvůrců\/horkých běžců zvyšují počáteční náklady, ale snižují cenu na jednotku v měřítku. 9. Tipy na údržbu - Pravidelné čištění: Odstraňte zbytky, aby se zabránilo vadám. - Mazání: Zajišťuje hladké vyhazování. - Inspekce: Zkontrolujte opotřebení\/poškození postprodukce. 10. Možnosti přizpůsobení - Logos\/text prostřednictvím gravírování, nastavitelných rozměrů a barevných variací (pomocí MasterBatches). 11. Odstraňování problémů s běžnými problémy - Deformace: Zlepšete uniformitu chlazení. - Značky dřezu: Zvyšte tlak\/čas. - Krátké záběry: Zkontrolujte tok materiálu nebo velikost brány. 12. Faktory dodací lhůty - Složitost, nevyřízený výrobce a dostupnost materiálu (3–12 týdnů typické). 13. Výběr výrobce - Vyhodnoťte zkušenosti, technologii (např. CNC\/EDM schopnosti), certifikace kvality a podpora po prodeji. 14. Bezpečnostní standardy - Soulad s ISO (např. ISO 21898 pro balení) a standardy ASTM zajišťují bezpečnost a kvalitu materiálu nesoucí zátěž. Alternativy k formování injekce - FLOW FOLMING: Pro duté návrhy. - Rotační formování: nízký objem, velké předměty. 16. Dopad na životní prostředí - Používejte recyklovatelné plasty (PP\/HDPE), energeticky úsporné stroje a minimalizujte odpad prostřednictvím systémů horkých běžců. 17. Budoucí trendy -Automatizace pro přesnost, biologicky rozložitelné materiály a formy podporující IoT pro monitorování v reálném čase. 18. Výhody injekčního formování pro paletové krabice - Vysoká rychlost výroby, opakovatelnost a schopnost integrovat funkce, jako jsou vyztužené stěny nebo stohovatelné vzory.
|
Zpětná vazba zákazníků






